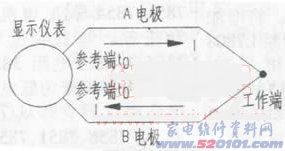
热电偶是由二种不一样类型的电导体或半导体材料焊接(或绞接)组成的。焊接的一端称为测量端(也叫工作中端),未焊接的一端称为参照端(也叫对照品端)。热电偶温度测量的基础原理是塞贝克效应。把二种不一样材料的电导体或半导体材料两边组合成闭合回路,假如热电偶的测量端与参照端有温度差时,便会在同路内形成热电动势,产生(热)电流量,则在参照端就可以测到造成的热电动势(一般为毫伏级工作电压),如将此数据信号键入与热电偶型号规格相匹配的数显仪表,可能标示热电偶造成的热电动势所相对应的温度值。热电偶的热电动势将伴随着测量端温度的增高而扩大,它的尺寸只与热电偶原材料和两边的温度差相关,与热电偶原材料的长短、直徑不相干。热电偶原理示意图如图下所显示。热电偶长期性在高溫状况下工作中,易产生热电级霉变或测量端毁坏引路。若不考虑到拆换,可剪去霉变一部分再次焊接测量端来修补。热电偶的焊接品质影响到温度测量的稳定性和精确度,故规定测量端焊接要坚固,触点要光亮、圆润,无脏污霉变、焊瘤和裂缝等。其焊接方式有:
1.气割:焊接前将热电级一端绞成麻化状,沾有助焊剂,开足乙炔气体,o2开一半,产生偏细的焰心,将测量端熔成球形后,立刻离去火苗,放进水里热处理。
2.电弧焊:分沟通交流和直流电二种。为提升焊接品质,沟通交流电弧焊可选用氩弧焊机,因为焊接时有氩弧维护,点焊不容易空气氧化。如果是贵重金属热电偶(如铂铑一铂热电偶)应选用直流电源氩弧焊。
3.鳞片石墨电弧焊:直徑较粗的贱金属热电偶常选用此方法焊接。焊接时工作标准电压一般为80V上下。当焊接端在鳞片石墨内被焊好球形时,马上取下。
4.对接焊:把两热电级顶部两端对齐,通以电流量,使其焊接面融化在一起就可以。